CNC Torna ve Taşlama tezgahlarında CNC dokunmatik prob uygulaması
İşleme gereksinimi
Taret ve taşlama tezgahlarında işleme yaparken, kesici takımların ve taşlama taşlarının aşınması veya iş parçasının sıkıştırılması sırasında oluşan konum hatası gibi boyutsal sapmalar. Dış daire, iç daire ve diğer boyutlar gibi. Genel doğruluk 0,01 - 0,03 mm olmalıdır.
İşlemede zorluklar
● İş parçasının bağlamadaki sıkılmasından kaynaklanan hassasiyet sapması
Dokunmatik prob çözümü
DRP40 radyo probu + standart makro programı + özelleştirilmiş ölçüm ana programı. İş parçasını fikstüre sabitledikten sonra, ölçüm programını ve takım tezgahı probunu çağırarak iş parçasının dış daire, iç daire veya z ekseni konumunu ölçün ve hizalayın, her ürünün gerçek konumunu bulun ve gerçek konum değerini işleme koordinat sistemine otomatik olarak girerek işleme referans noktasının otomatik olarak sıfırlanması sağlanır. Veya işleme sonrası iş parçası boyut ölçümü yapılır.
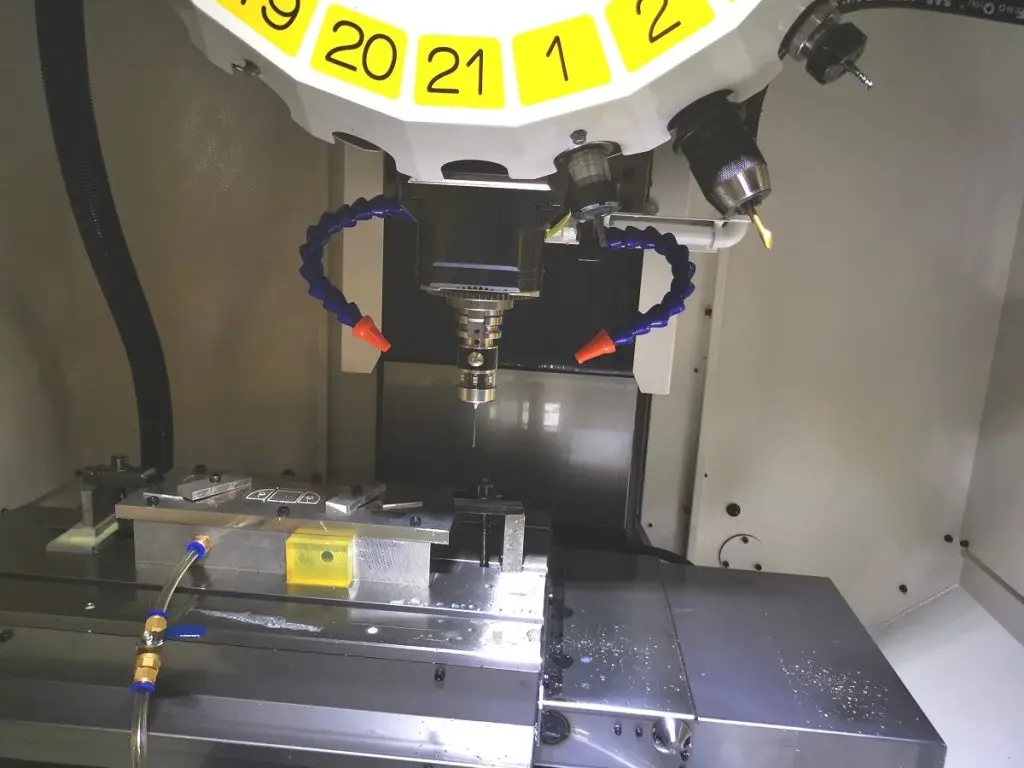
Dokunmatik prob uygulama resmi
Uygulamanın avantajları
Dokunmatik prob ve ölçüm programıyla donatılmış takım tezgahının uygulanmasıyla, işlenen iş parçasının boyutsal kararlılığı sağlandı ve ürün verimi artırıldı. Günümüzde, yüksek hassasiyetli işleme ve silindirik taşlama uygulamalarında, prob, ürünlerin boyutsal kararlılığını önemli ölçüde artırabilir.