CNC İşleme Merkezlerinde uygun fiyatlı Takım Boy ölçüm problarının uygulaması
Ancak, takım magazinindeki her takımın farklı uzunlukları nedeniyle, uzunluk farkını ölçmek ve takım uzunluğunu düzeltmek gerekir. Geleneksel manuel ölçüm yöntemi zaman alıcı ve zahmetlidir ve insan kaynaklı ölçüm hatalarına neden olur. Otomatik takım ayarlama teknolojisinin uygulanması, takım uzunluğunun doğru bir şekilde ölçülmesini ve otomatik olarak telafi edilmesini sağlayabilir.

Otomatik takım ölçme ilkesi
Takım ucu, takım ayarının hafif dokunmatik anahtarına temas ettiğinde, sinyali atlama arayüzü aracılığıyla NC sistemine anında girilir, böylece G31 ile z ekseni aşağı hareket komutu yürütmeyi sonlandırır ve yürütmeye devam etmek için bir sonraki bölüme atlar. Aynı zamanda, z ekseninin mevcut mekanik koordinat değeri sistem değişkeni aracılığıyla okunur. Ardından, makro programındaki hesaplama yoluyla, takım uzunluğu farkı, yani takım telafi değeri, takım numarasına karşılık gelen telafi değişkenine yazılır.
Otomatik ölçüm için makro programı
Aynı iş parçası için yalnızca bir kez ölçüm yapılması yeterlidir; diğeri ise her bir takımın uzunluk telafisi değerini ölçmektir ve her takım ayrı ayrı ölçülmelidir. Her iki ölçüm için de ilgili makro programının M kodu aracılığıyla çağrılması ve yürütülmesi gerekir.
Ölçüm hazırlığı ve ölçüm yöntemi:
İş parçası ile takım ayarı arasındaki düşme değerini ölçün: Milin mevcut takımını (veya takım haznesindeki herhangi bir takımı) iş parçasının üst yüzeyine temas ettirin ve ardından MDI modunda M35 komutunu çalıştırın. Ölçümden sonra, düşme değeri otomatik olarak sistem değişkenine yazılır. Her yeni iş parçası değiştirildiğinde, iş parçası ile takım ayarı cihazı arasındaki düşme değerini ölçmek için M35 komutu kullanılmalıdır.
Takım ayarı hassas bir ölçüm cihazıdır ve doğruluğu ve güvenliği takım tezgahları için çok önemlidir. Bu nedenle, gerekli güvenlik önlemlerinin alınması gerekir.
Otomatik takım ayarının güvenli çalışması için koruyucu önlemler
(1) Anormal koşullar altında aletin hasar görmesini önlemek için, takım ayarı genellikle normalde kapalı bir sinyal olan ve NC sisteminin G/Ç giriş noktasına bağlı bir aşırı hareket koruma şalteri ile donatılmıştır. Anormal bir durum meydana geldiğinde, takım koruma şalterine temas eder ve sinyalini keser ve sistem derhal z ekseni kilitleme koruma durumuna girerek bir alarm üretir, böylece takım ayarının hasar görmesi önlenir.
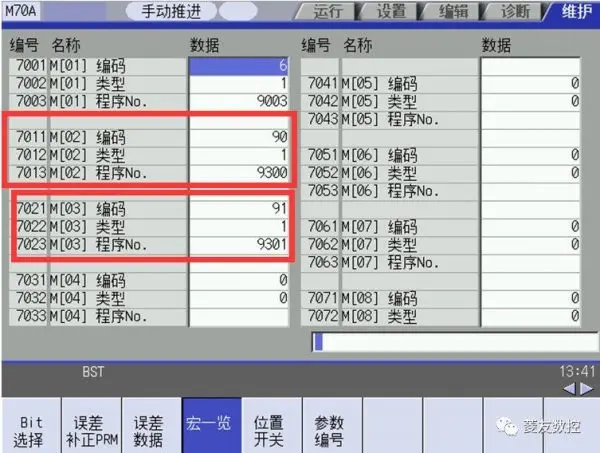
(2) Takım magazininin takım değiştirme makro programı ile aynı şekilde, takım ayarlayıcısı tarafından çağrılan makro programının kullanıcı tarafından değiştirilmesi ve silinmesi de yasaktır. Bu takım tezgahı üreticilerinin prosedürlerini korumak için, aşağıdaki parametreler gerektiği gibi ayarlanabilir.
(3) Üfleme: Takım ayarı genellikle makine tezgahına monte edildiğinden, kesme sıvısı veya işleme artıklarından etkilenmesi ve ölçüm doğruluğunu azaltması kolaydır, üfleme cihazıyla takım ayarının kullanılması gerekir (makro programındaki M17 / M18 koduna bakın), böylece anahtardaki sıvı veya artıklar, takım takım ayar cihazına ve anahtara değmeden önce üflenebilir, böylece ölçüm doğruluğu sağlanır.